- 7 Brookside Terrace North Caldwell, NJ 07006

AC, RF and Microwave Heating
MW, RF and AC Temperature Measurements for Control for Process Applications
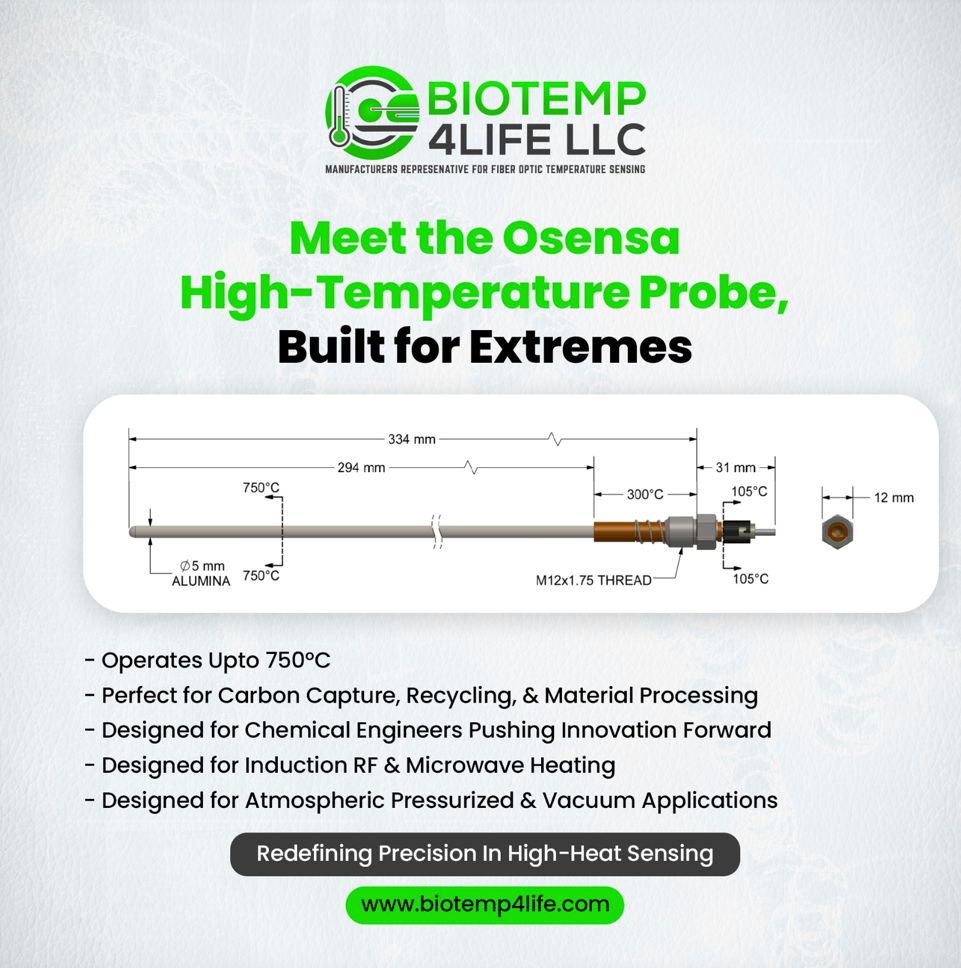
Osensa Innovations is a manufacturer of fiber optic probes and electronic systems designed for temperature measurement and control. The fiber optic temperature probes are used in many industrial applications involving AC, RF and MW fields for heating, drying and process applications. The fiber Optic probes are immune to these fields and work up to 750 °C. The electronics can provide a digital output, or a 4-20 milliamp analog output used for input to temperature controllers, programmable logic controllers or heating units. The fiber Optic Temperature probes come in a variety of versions designed for these applications. The fiber optic probes are designed for both lab, batch processing and continuous belt oven processing.
The Fiber Optic Probes are selected by temperature range, outside diameter, sensor size, required immersion time response, durability, cleaning methods, bend radius, stiffness, biocompatibility and durability requirements. The probes can be very long. For Microwave Environments, the fiber optic connector is kept outside of the oven along with the electronics and computer. For conveyer belt applications, the probes are available with distance from tip marking. For durability applications, cleaning and stiffness requirements, Osensa will optimize the fiber optic cable, fiber optic covering (Sheath, tubing or protective covering) and sensor for each application so not all the products are shown on the website. The probes are not designed to puncture food but different types of sheaths are available to do this that are optimized for this with enough mechanical rigidity.
Some of the probes are very long so the electronics is often optimized by fiber optic insertion loss, required gain, temperature range and phosphor sensor size. The electronics or temperature transmitters are known for fast sampling rates and can measure at 35 m sec per channel. Osensa Innovations systems typically are up to 30 channels per USB base and viewer Window. Typical heating applications usually work up to 12 channels.
For Microwave oven applications such as the table mount typically used in residential applications, these are often used to verify how products or food heat in a home environment so that the manufacturer can develop heating instructions and suitable heating trays. The trays (packaging material in the oven) are designed to either hold the food or get hot to help heat the food. These applications may involve rotating turntables. Since the probes are in contact with food, material or tray being tested, limits must be established to know how many table rotations can occur based on cable flexibility, access point and hole locations. For these applications, the fiber optic probe is often put in through the top if no microwave top mounted stirrer is used. The probes are put through a customer installed waveguide or through the side wall. The waveguide is designed to attenuate microwave energy to keep it safe for use with a small circular waveguide as determine by a microwave engineer.
Another challenge with microwave heating is it can heat parts of very fast and exceed a probes temperature. Probe selection needs to be based on a maximum temperature so no probe damage will occur. For very high temperature from 450° C to 750°C, probes have glass materials which restrict how fast temperature can be raised.
Why Measure Temperature in a Microwave Environment
The need for temperature measurement is often used for process control, to verify simulations and to optimize the placement, pulse rate, power, and waveguide (antenna) of microwave distribution system.
Simulation on food can be difficult because in the microwave environment, you may have a turntable or microwave stirrer. There is some commercially available software for this type of simulation. As materials are heated, moisture content changes which effects absorption rates. Materials have different dielectric constants at different temperatures.
Some of the challenges in designing heating and drying systems is that food heating rates depend on placement, moisture level, dielectric constant, belt speed and food load. Food load can be the placement of food on trays, location on trays, number of trays and how they are spaced. The actual trays themselves and thermal conductivity of them will affect food temperature. Probes are often used to optimize the process to allow separation of cooked food from trays, so cookies do not crack and items separate completely. For these reasons, the heat at specific locations needs to be measured for process optimization. Other challenges are using probes to ensure uniform heating especially when combined in hybrid heating applications.
Other challenges for material heating are frequency selection. Materials can be heated with AC, RF and MW. Lower frequencies can penetrate further such as the medical heating example at the end of this website page. Microwave heating is used to quickly heat materials.
Other reasons to measure food at specific locations is to make sure it gets hot enough to attenuate or reduce microbial infections. This is important for food sterilization, pasteurization of liquid products and sanitization. Sanitization is used to limit bacterial growth. By knowing temperature, Fiber Optic Probes can be used to measure food temperature at different points to avoid burning, puffing, hardening and overcooking.

Applications and Challenges:
When heating, drying and sterilizing materials, the question is off asked why use Microwave /RF/AC heating or hybrid microwave heating instead of just conventional heating methods.
The benefits of RF/Microwave Drying can be:
a) Faster Drying Times
b) Drying areas can be selective
c) Cost Savings and Reduced overall process times
d) Drying can be done and a lower temperature
e) Environmentally Clean
f) Microwaves can be put directly into the product is product absorbs Microwaves
g) Gas or electric conventional heating can be combined with microwave heating to design a more uniform heating process
Applications and Materials for Heating and Drying
a) Wood Drying
b) Textile Drying
c) Pharmaceutical
d) Adhesives
e) Ceramics
f) Medical
Food is heated for:
a) Food Drying to reduce waste and preserve so the food can be eaten at later times when harvest is over and consumer need is still great.
The Benefit of Microwave and RF heating for food:
a) Reduced Package Weight
b) Smaller Package Sizes
c) Adds Value or helps preserve surplus products
d) Flavors can be concentrated
e) With less moisture, reduces microbes or bacterial. Helps in food preservation process.
Classic Food applications are:
a) Defrosting
b) Cooking
c) Tempering
d) Thawing
Please contact us to Optimize your application.
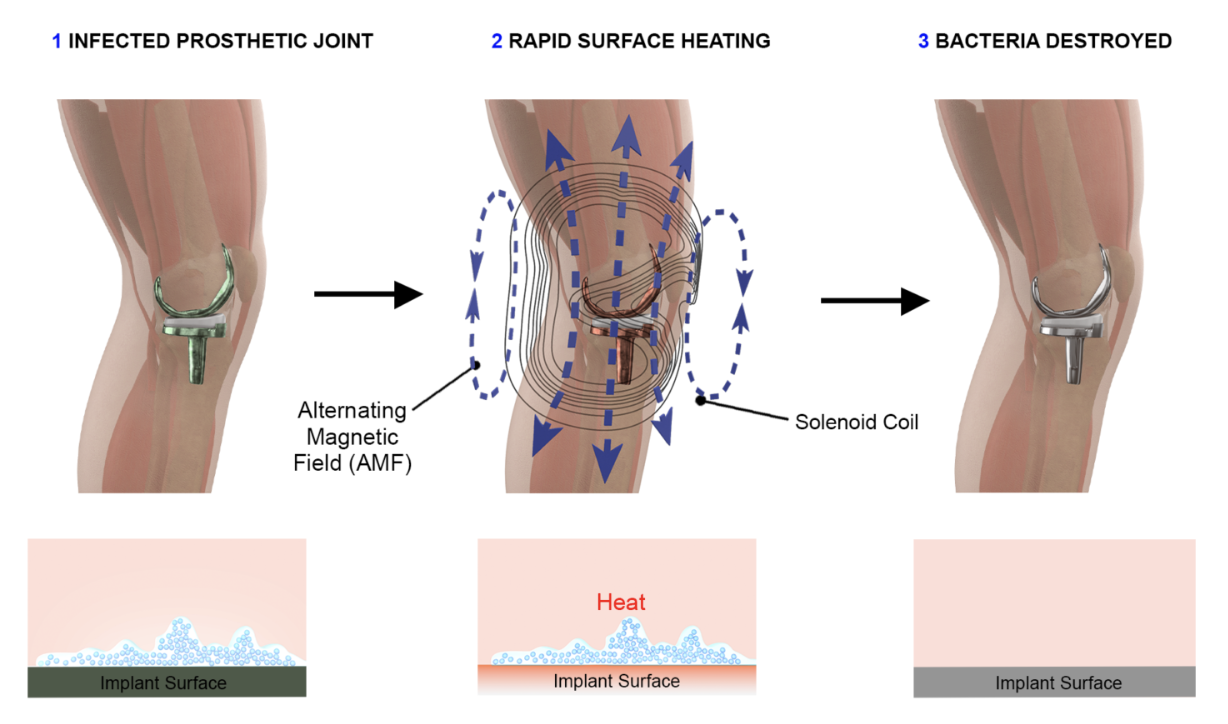
Alternating Magnetic Fields Infection Eradication
Alternating Magnetic Field (AMF) technology combats implant infections by generating a controlled thermal dose on metallic implants. This heat effectively kills bacteria and removes biofilm within a millimeter of the implant surface. AMF significantly reduces biofilm, making it easier for the immune system and antibiotics to clear the infection. Importantly, AMF achieves therapeutic temperatures comparable to other procedures, ensuring safety.
Fiber Optic Probes are used in Alternating Magnetic field heating applications because they are immune to the fields and will read temperature accurately with 0.1 C accuracy.
Key Points
Introducing the SOLA2, our first-generation device

Solenic’s Sola2 AMF Knee System is a non-invasive, non-contact device designed to deliver an alternating magnetic field to the metallic components of compatible knee implants, targeting biofilm in subjects with confirmed or suspected periprosthetic joint infection in an operating room setting.
Our expertise is shaping the electro-magnetic field that results in even and controlled heating of the metallic implant.
Note: Investigational device. Limited by United States law to investigational use only
